Twin Wire Arc Spray Process
Arc Spray Solutions
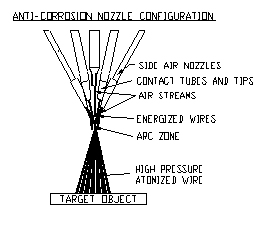
Arc Spray (most often referred to as metalizing, TSA, TSZ, and TWAS) is the most productive and economical of all thermal spray coating systems. Arc Spray uses DC power to energize two conductive wires: one positive and the other negative. These energized wires are then fed through a feeder into a gun head. It is at the gun head that the wires meet and arc against each other, thus creating molten material.
We then introduce ordinary dry compressed air to the arc zone, atomizing the molten material into tiny droplets while also propelling them toward the prepared part. As the droplets hit the workpiece or part, they flatten out and make splats. The splats interlock one on top of another to create an extremely strong mechanical bond.
The coating's thickness is variable, meaning to say it can be sprayed on at a thickness as thin as .5 mil or as high as 4 mils. Coating requiring milsthicker than 6 mils is recommended to be layered with multiple passes.
How does Arc Spray Work?
Video: Thermion explains the Twin Wire Arc Spray Process and how Metalizing works.
What is the Twin Wire Arc Spray Process?
During the twin wire arc spray process (TWA), two wires of conductive materials are charged with opposing polarity and are fed into an arc gun at the same speed. The tips of the wires meet, melt, and become molten. Dry compressed air atomizes the molten material and forms the coating.

What are the Advantages of Applying Arc Spray Coatings?
Zinc, Zn/Al, and Aluminum metal coatings are anodic to steel. Galvanizing and Arc Sprayed Coatings protect steel exactly the same way: they provide a protective anodic layer over the steel. Since the coatings are anodic, they will sacrifice themselves to absorb the corrosion that nature intended for the steel. Arc spraying coatings differ slightly from galvanizing as they produce a more porous and more pure coating, whereas galvanizing tends to absorb iron into the coating. There is no iron in the arc sprayed coating. Additionally, the porous arc sprayed coating readily accepts sealer coatings. The sealer will penetrate the coating, minimize exposure, and slow down the dissolution process caused during the galvanic corrosion protection of steel. The net result: the arc sprayed coating life is extended way beyond that expected for galvanizing, and the amount of zinc exposed for dissolution is controlled by the sealer to allow more than 50 years of corrosion protection to steel. Aluminum or zinc-aluminum alloys also provide galvanic protection to steel. These materials can provide longer life protection in a very aggressive corrosion environment. The dissolution of these materials is less than pure zinc; however, in the more aggressive anodic couple, they provide ample protection to steel.
What are the Industrial Benefits & Applications of Arc Spray Coatings?
- Prolongs the lifespan of automobile and engine parts in the automotive industry
- Provides anti-fretting and anti-galling protection in the defense industry
- Transportation and infrastructure benefit from enhanced structural integrity and durability of bridge sections
- Reduces downtime, maintenance, and replacement costs in facilities maintenance
- Provides corrosion and chemical resistance for industrial steel fabrication
- Protects equipment used in marine applications against corrosion, including assets that are constantly immersed or submerged in seawater
- Prolongs the lifespan and lessens wear on municipality structures including bike paths, playground equipment, and utilities
- Reduces heat transfer, improves fatigue strength, and protects against cavitation on components used in the oil & gas industry
- Reduces carbon emissions cause from power generation
- Reduces friction, sliding, and wear rate of wind turbine components
Thermion's Arc Spray Equipment
- Precision Arc 3.2 Anti Corrosion - Moderate Production - Throughout production rates of up to 80 lbs. of material an hour over 160 sq. ft. at a thickness of +/- 10 mils.
- Precision Arc 4.8 Anti Corrosion - High Production - Throughout production rates of up to 189 lbs. of material an hour over 472 sq. ft. at a thickness of +/- 10 mils.
- AVD 250 - Thermion's newest AVD spray system - Designed specifically as an economical solution for applications with lighter production needs. Intended for shops that metalize as a sideline business as well as startup operations.
- AVD 350 - Engineering Coatings, Anti Corrosion, Restoration - Normal Production - Throughout production rates of up to 20-30 lbs. an hour using 1/16" or 3/32" dia. solid or cored hardwires.
- AVD 450 - Engineering Coatings, Moderate Production - Anti Corrosion, Restoration - High Production - Throughout production rates of up to 80 lbs. of material an hour using1/16", 3/32" or 1/8" dia. solid or cored hardwires.
- AVD 456HD - Power Supply: ( N/S) Conventional 450 Amp. Incoming power; 3 phase multi Voltage at 60 Hz. Wire Capabilities: All Conductive Wires; 1/8 (3.2mm), 3/32;" (2.3mm), 2mm or 1/16;" (1.6mm)
Lab Test Comparison of Zinc Coatings
Click here to submit a Request for Quote
or call us today at 877-884-3428